
රෝලර් අයන් සහ චෙස්ට් අයන් අතර වෙනස්කම්
❑ හෝටල් සඳහා
යකඩ දැමීමේ ගුණාත්මකභාවය සමස්ත රෙදි සෝදන කම්හලේ ගුණාත්මකභාවය පිළිබිඹු කරයි, මන්ද යකඩ දැමීමේ සහ නැමීමේ පැතලි බව සේදීමේ ගුණාත්මකභාවය සෘජුවම පිළිබිඹු කළ හැකිය. පැතලි බව සම්බන්ධයෙන් ගත් කල, පපුවේ යකඩ යන්ත්රය අධිවේගී යකඩ යන්ත්රයට වඩා හොඳ කාර්ය සාධනයක් ඇත.
❑ රෙදි සෝදන කර්මාන්තශාලා සඳහා
කාර්යක්ෂමතාව සහ බලශක්ති ඉතිරිකිරීම් ද මෙහෙයුමේ ඉතා වැදගත් කොටස් වේ, පැතලි බව නොතකා.අහ්හ්පපුවේ යකඩ යන්ත්රයහොඳ පැතලි බවක් ඇත, එහි යකඩ දැමීමේ වේගය අඩු වන අතර වාෂ්ප පීඩනය සඳහා ඉහළ ඉල්ලුමක් ඇත. සේදීමෙන් පසු ලිනන් වල ජල අන්තර්ගතය ඉහළ නම්, එය යකඩ දැමීමට පෙර වියළන යන්ත්රයේ වියළා ගත යුතුය.
මන්දගාමී වේගය යනු විශාල රෙදි සෝදන කම්හලක් සඳහා කාලෝචිත බෙදාහැරීමක් ලබා ගැනීම සඳහා වැඩි උපකරණ වියදම් සහ ශ්රම පිරිවැය අවශ්ය වීමයි. ඉතින්, වේගවත් හා පැතලි යකඩ දැමීමේ මාර්ගයක් තිබේද?
CLM රෝලර්&පපුවේ යකඩ යන්ත්රය
CLM රෝලර්+පපු යකඩ යන්ත්ර මගින් වේගවත්, සුමට සහ පැතලි වීමේ ඉලක්කය සාක්ෂාත් කරගත හැකිය. වේගය සහ පැතලි බව අනුව එහි ලක්ෂණ කිහිපයක් පහත පරිදි වේ.
ඉහළ ජල වාෂ්පීකරණ කාර්යක්ෂමතාව සහ වේගවත් ධාවන වේගය
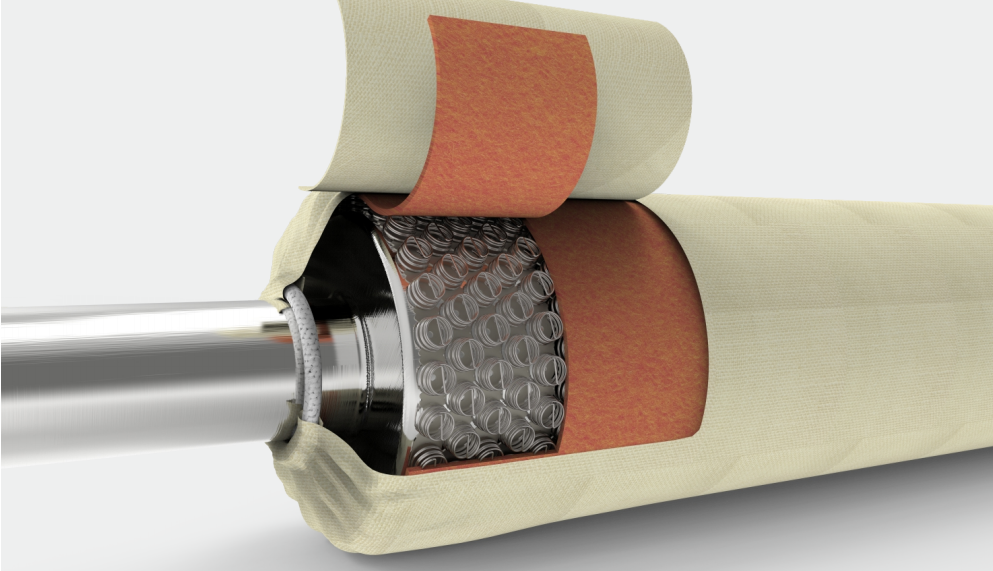
සීඑල්එම්රෝලර් සහ චෙස්ට් අයන්නර් යනු රෝලර් චෙස්ට් සංයෝජන යකඩ යන්ත්රයකි, එහි විෂ්කම්භය මිලිමීටර් 650 ක් සහ නම්යශීලී යකඩ දැමීමේ කට්ට දෙකක් සහිත රෝලර් වියළන සිලින්ඩර කාණ්ඩ දෙකකින් සමන්විත වේ. ලිනන් මුලින්ම ඇතුල් වන්නේ රෝලර් ස්ත්රික්කයඉන්පසු රෝලර් යකඩ යන්ත්රයට ඇතුළු වේ.
●යකඩ යන්ත්රයේ ඇතුල්වීමලිනන් රෙදිවල ඇති ජලයෙන් 30% ක් ක්ෂණිකව වාෂ්ප කළ හැකි පීඩන රෝලර් 4 කින් නිර්මාණය කර ඇත.
●වියළන සිලින්ඩරයඋසස් තත්ත්වයේ බොයිලර් කාබන් වානේ වලින් සාදා ඇති අතර එහි තාප සන්නායකතාවය මල නොබැඳෙන වානේ මෙන් 2.5 ගුණයකි. වියළන සිලින්ඩරයේ බිත්ති ඝණකම 11-12mm වන අතර තාප ගබඩාව විශාල වන අතර එමඟින් ලිනන් ඒකාකාරව රත් කර ඇති බව සහතික කළ හැකිය.
● ඊට අමතරව,ලිනන් රෙදි ඔතන කෝණයඅංශක 270 දක්වා ළඟා වේ. වියළන සිලින්ඩරය සහ රෙදි මතුපිට අතර සම්බන්ධතා ප්රදේශය විශාල වන අතර එමඟින් ජල වාෂ්පීකරණ අනුපාතය වේගවත් වේ.
වැඩි තෙතමනයක් සහිත ලිනන් මුලින්ම ජලයෙන් කොටසක් වාෂ්ප කර, පසුව සුමටව ටැංකියට උණුසුම්ව ඇතුළු කළ යුතුය. සමහර රෙදි සෝදන කම්හල්වල විජලනය වීමේ අනුපාතය අඩු බැවින්, යකඩ දැමීමට පෙර වියළීමේ අපහසුතාව වළක්වා ගත හැකිය.
නිර්මාණඑමරෝලර් සහ පපුව
❑රෝලර් සැලසුම්
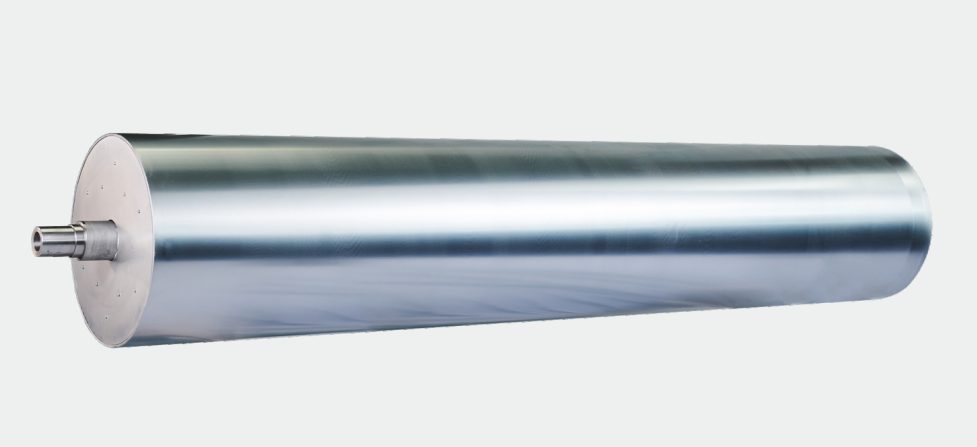
ඉදිරිපස රෝලර් වියළන සිලින්ඩරයේ මතුපිටසීඑල්එම්රෝලර්+පපු යකඩ යන්ත්රය ක්රෝම් ආලේපිත ඇඹරුම් ක්රියාවලිය මගින් ප්රතිකාර කරනු ලැබේ. මතුපිට සිනිඳු වන අතර පැල්ලම් වලට පහසුවෙන් ඇලී නොසිටින අතර, එය යකඩ දැමීමේ වේගය සහ පැතලි බව සඳහා හොඳ අඩිතාලමක් දමයි.

වියළන සිලින්ඩර කාණ්ඩ දෙකක ද්විත්ව ඒක පාර්ශවීය යකඩ දැමීමේ සැලසුමක් ඇති අතර එමඟින් ලිනන් දෙපස රත් කළ හැකිය, විශේෂයෙන් ඇඳ ඇතිරිලි ආවරණ ඉහළ පැතලි බවක් තිබිය හැකිය.
සෑම යකඩ දැමීමේ පටි කාණ්ඩයක්ම ස්වයංක්රීය ගැලපුම් උපාංගයකින් සමන්විත වන අතර එමඟින් යකඩ දැමීමේ පටිය තද කිරීම ස්වයංක්රීයව සකස් කළ හැකිය. සියලුම තද කරන යකඩ පටි සමාන වන අතර, යකඩ දැමීමේ පටිවල සලකුණු වළක්වා ගනී.
❑නම්යශීලී පපුව නිර්මාණය
පිටුපස ඇති නම්යශීලී යකඩ දැමීමේ පෙට්ටි දෙකෙහි වක්ර තහඩුව සහ තාපන කුහර චාප තහඩුවසීඑල්එම්රෝල්+පපු යකඩ යකඩ මල නොබැඳෙන වානේ තහඩු වලින් සාදා ඇත. ඒවායේ ඝණකම සමාන වේ, එබැවින් රත් කළ විට ප්රසාරණ ප්රමාණය සමාන වේ.
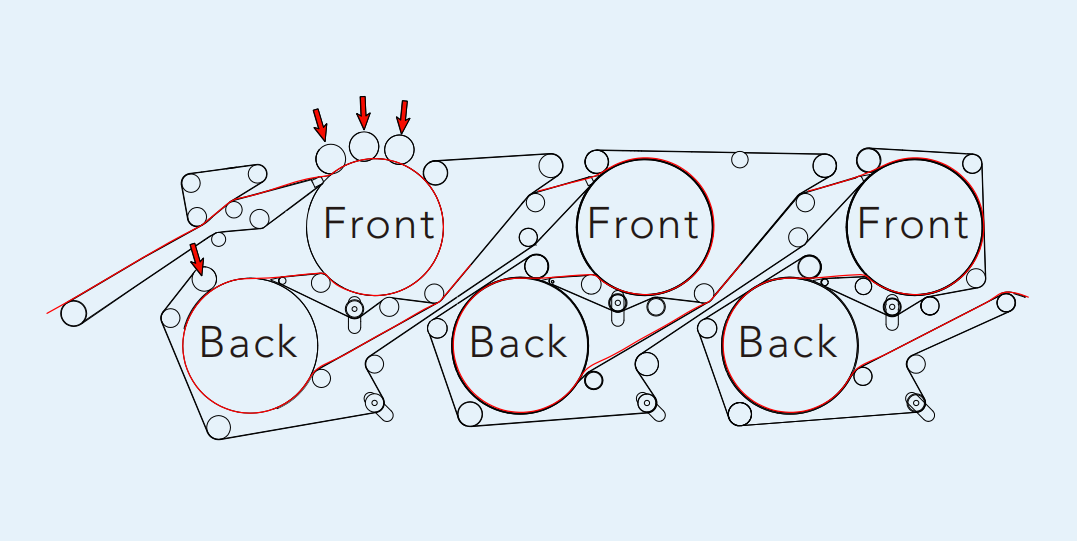
තවද, චක්රලේඛ මතුපිට ප්රත්යාස්ථතාව විශාල වන අතර, චූෂණ බෙරය මගින් මිරිකීමෙන් පසු, අභ්යන්තර චාප තහඩුව සහ චූෂණ බෙරය සම්පූර්ණයෙන්ම සවි කළ හැකිය.
වායු නාල මතුපිට සිදුරු සහිත ව්යුහය, ස්ථායී වාෂ්ප ප්රවාහය සහ වායු නාලයේ ස්ථාවර කල්පවත්නා පීඩනය නිසා යකඩ දැමීමෙන් පසු ලිනන් ඉතා පැතලි හා සිනිඳු වේ.
නිගමනය
රෙදි සෝදන කම්හලේ අපගේ සත්ය යෙදුම් සංඛ්යාලේඛනවලට අනුව, CLM රෝල් + පපුවේ යකඩ යන්ත්රයට පැයකට තහඩු 900 ක් සහ ක්විල්ට් ආවරණ 800 ක් පමණ යකඩ දැමීමේ සහ නැමීමේ කටයුතු සිදු කළ හැකි අතර, සැබවින්ම වේගය සහ පැතලි බව යන දෙකම සාක්ෂාත් කර ගත හැකිය.
පළ කිරීමේ කාලය: ඔක්තෝබර්-17-2024